 Your Privacy Choices
Your Privacy Choices

Hognose at his home website WeaponsMan.com takes a look at the fascinating process of plastic casting utilizing a 3D printed plastic pattern to create, over and over again, firearms receivers that hopefully should last longer than existing 3D printed lowers:
There are still several technologies open to us, like metal injection molding (which probably made the fiddly bits inside your carry handgun, unless you’re old school). But even that has some complexities, even though it shows signs of integrating really well with 3D printing. Basically, you can do the prep work, but someone with an industrial setup needs to do the actual MIM for you.
How about plastic casting? There are plastics that are a pain to 3D print, but that can be cast at room temperature and atmospheric pressure. Fosscad experimenter FP gave it a shot, and produced some gratifying results: plastic AR lowers that appear to be superior in strength to 3D printed versions.
The difference between plastic casting and plastic injection molding which is how your Smith or Glock frame is made is that injection molding is done under pressure, and casting is done in atmospheric conditions. That means that casting will usually be less dense and will be done with materials that are poured and set at lower temperatures, as a rule of thumb. Molding is commonly used on Hollywood sets and props, for example, but it also has architectural and industrial applications. Both the silicon “rubber” for the mold and the plastic for the castings come in parts that react and solidify when mixed.
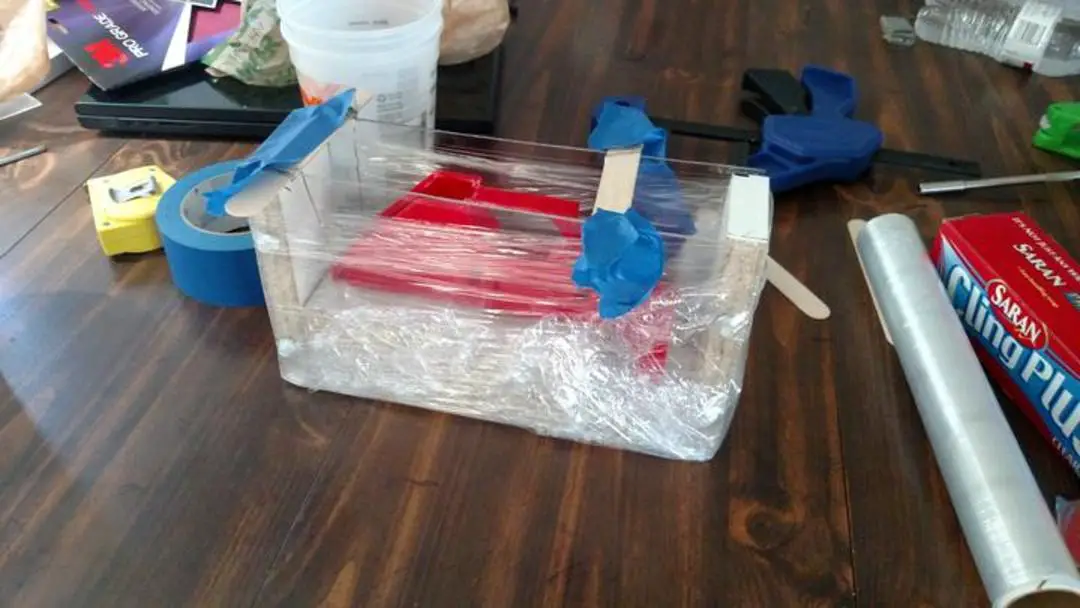
This page on imgur walks you through two complete batches of plastic casting multiple AR lowers using two different molds, one contained in a see-through plastic box and one in a wooden box.
The sequence of events is:
- Print and prepare (i.e. strip off support material, acetone-vapor treat, etc.) your lower or other master part (called a “pattern” in casting).
- Prepare a mold box and place your pattern in it. Include some material to form a pouring inlet, runners or sprues if needed, and an air release hole.
- Prepare and mix the mold RTV and pour it into the mold box. Let it cure. Beware of exothermic reactions.
- Once the mold has fully set, remove it from the box, and carefully cut the silicone away from the pattern, taking care to neither damage the pattern (you may want another mold; they don’t last forever) nor, especially, the mold. Cut apart, the mold will have four parts: left, right, bottom, and core.
- Reassemble the mold in the mold box.
- Mix and pour casting plastic; let it set.
- Open the mold and remove the cast lower.
- Repeat as needed.
Initial testing suggests that these lowers are stronger than printed lowers, and there are stronger, more exotic casting plastics available. Some of this testing has already begun.





Hognose sure knows his oddball manufacturing techniques. Polymer casting is a natural conclusion for anyone with a 101-level knowledgebase in manufacturing, but recognizing something is an interesting idea and getting it to work well are two entirely different things. It may be that polymer casting doesn’t work, or that it works only as a way to produce better components with cheaper 3D printers and media, but if it does shake out, that could be the push the home-grown polymer AR lower market needs to become truly practical.
At WeaponsMan, commenter Ratus adds to the discussion, posting a couple of polymer casting videos from the YouTube channel Tested, both embedded below: