 Your Privacy Choices
Your Privacy Choices

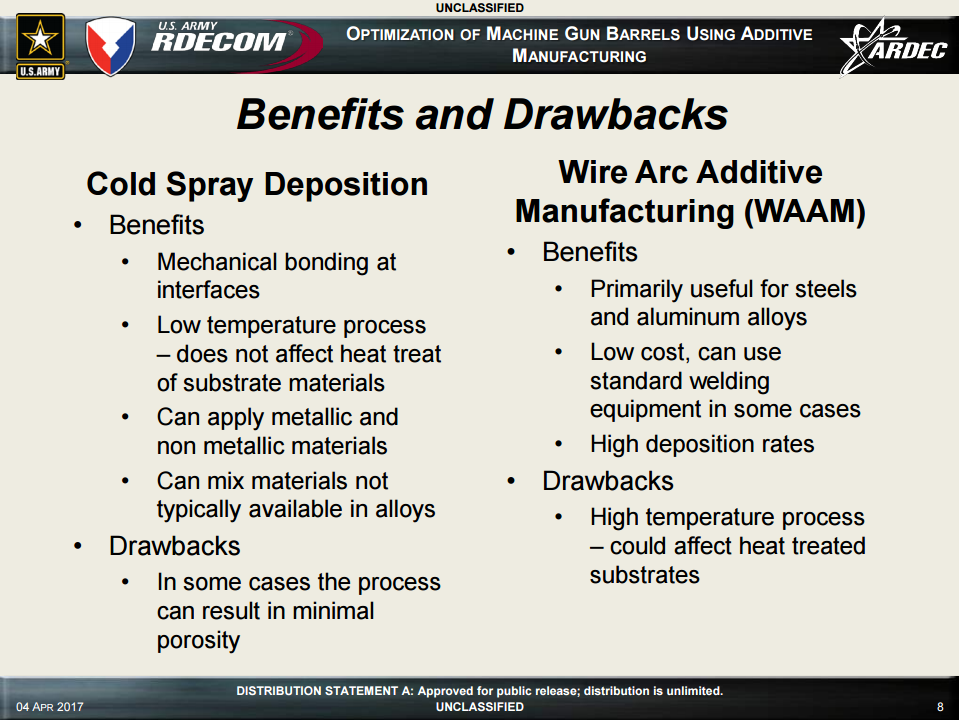
At the 2017 National Defense Industry Association conference on small arms, US Army ARDEC presented a brief on new technologies for enhancing the longevity of machine gun barrels, using 3D printing techniques. The project’s goals as stated in the presentation were to eliminate the need for spare barrels to be carried by reducing barrel temperature (especially chamber temperature) and increasing the cookoff limit of the barrel (the point at which a barrel gets so hot that rounds will fire from heat alone, without the primer being struck by the firing pin), without a decrease in accuracy or an increase in barrel weight. The team investigated two different 3D printing methods for manufacturing advanced barrel units:
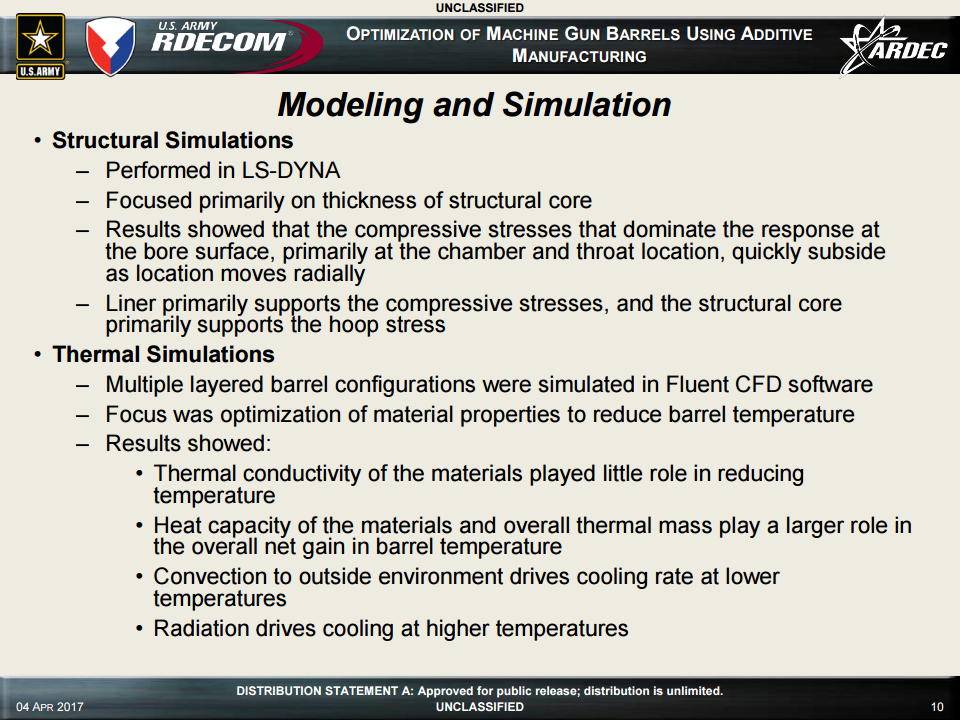
To create the perfect 3D-printed barrel, the team needed to study the problem carefully, to determine which cooling mechanisms were most effective at what temperatures. This experimentation was carried out with the powerful finite element analysis (FEA) software LS-DYNA:
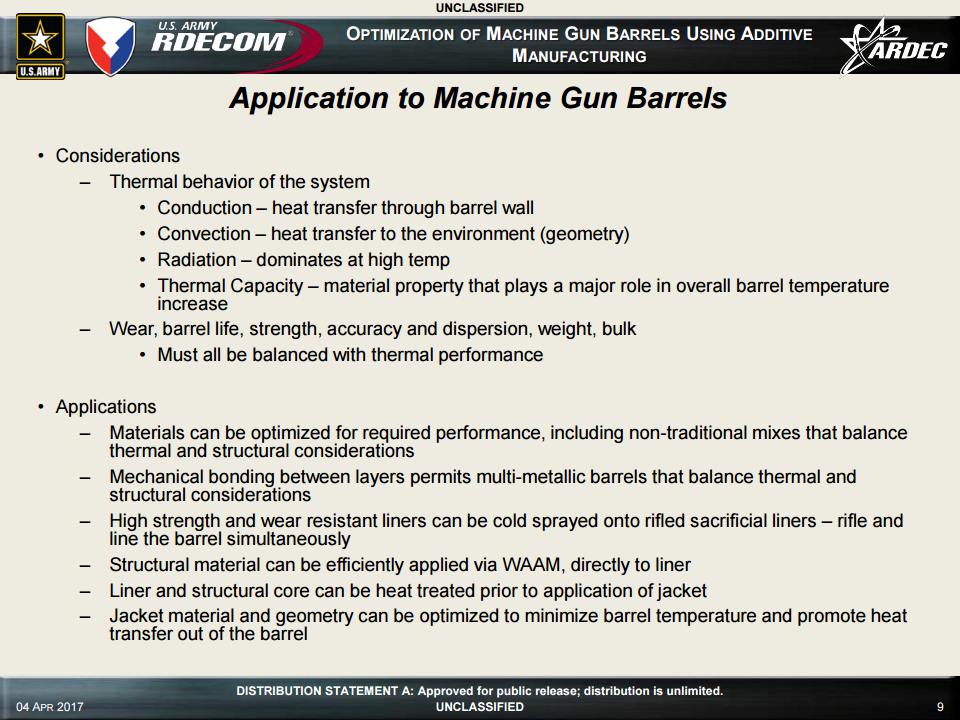
This experimentation allowed the design of a three-material barrel, using a cobalt superalloy barrel liner cold sprayed onto a sacrificial mandrel, high strength steel core wire arc printed onto the liner, and a cold sprayed jacket with high heat capacity:
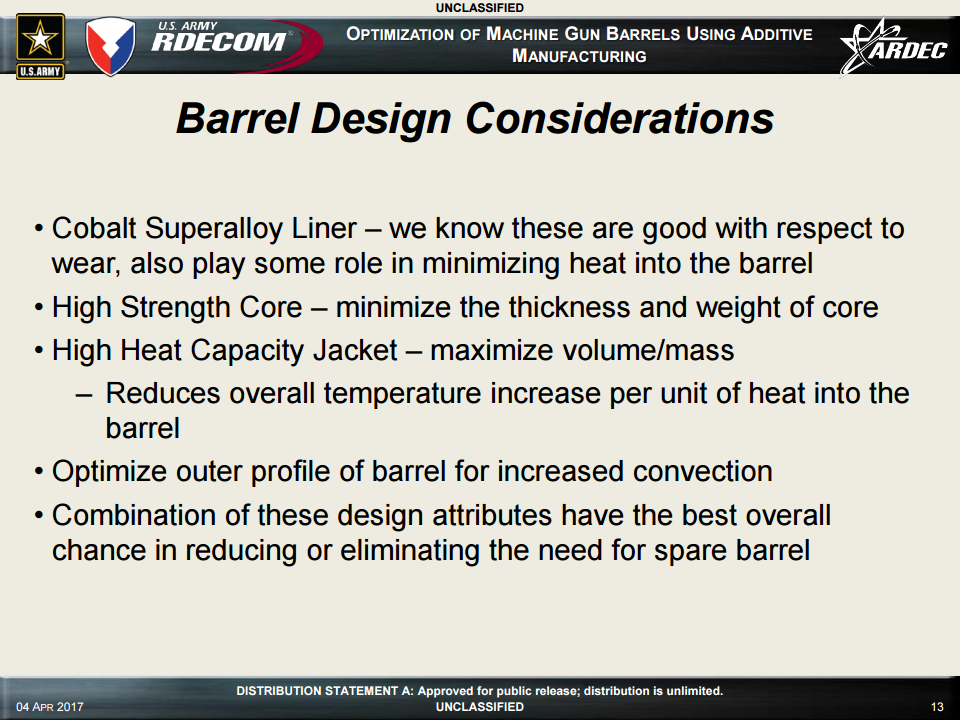
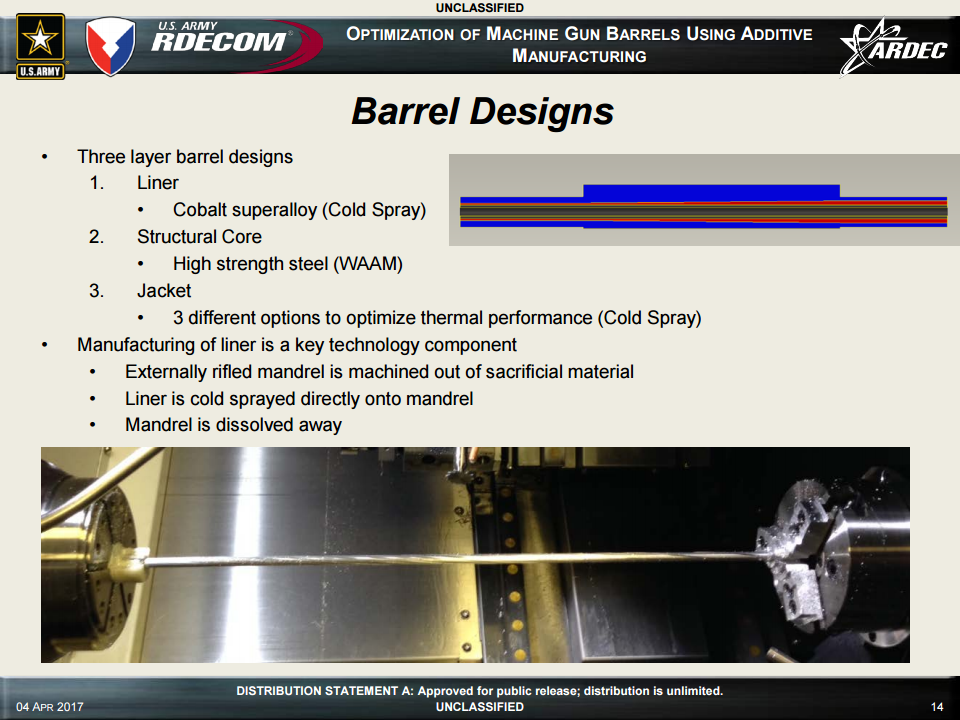
Actual manufacture of the advanced barrels appears to still be in its infancy. The ARDEC team identified their path forward to empirical analysis and testing, and noted the characteristics of the cold sprayed liner as being key to the effort. If the liner’s characteristics weren’t right, if it was too porous, too rough, or didn’t bond properly, the team would need to find another method and/or material to manufacture the liner.