 Your Privacy Choices
Your Privacy Choices

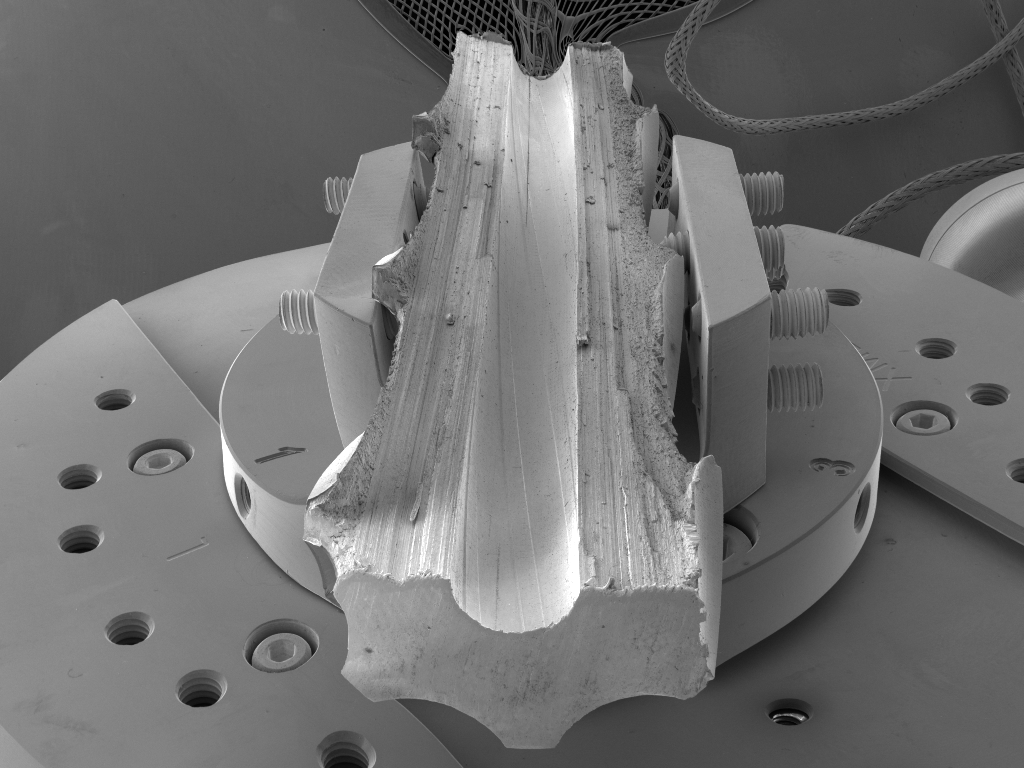
My wife’s coworker came across these photos and shared them with me. They are scanning electron microscope (SEM) images of an AR-15 barrel The background that I got was that this sample is 4″ long from an AR15 barrel that split down the middle somewhat like Elmer Fudd in a Bugs Bunny cartoon. The company that sent this in was proof testing the barrel. The company that makes these barrels wanted to check the metal for an explanation as to why it split.
These next three images is progressively closer in magnification.


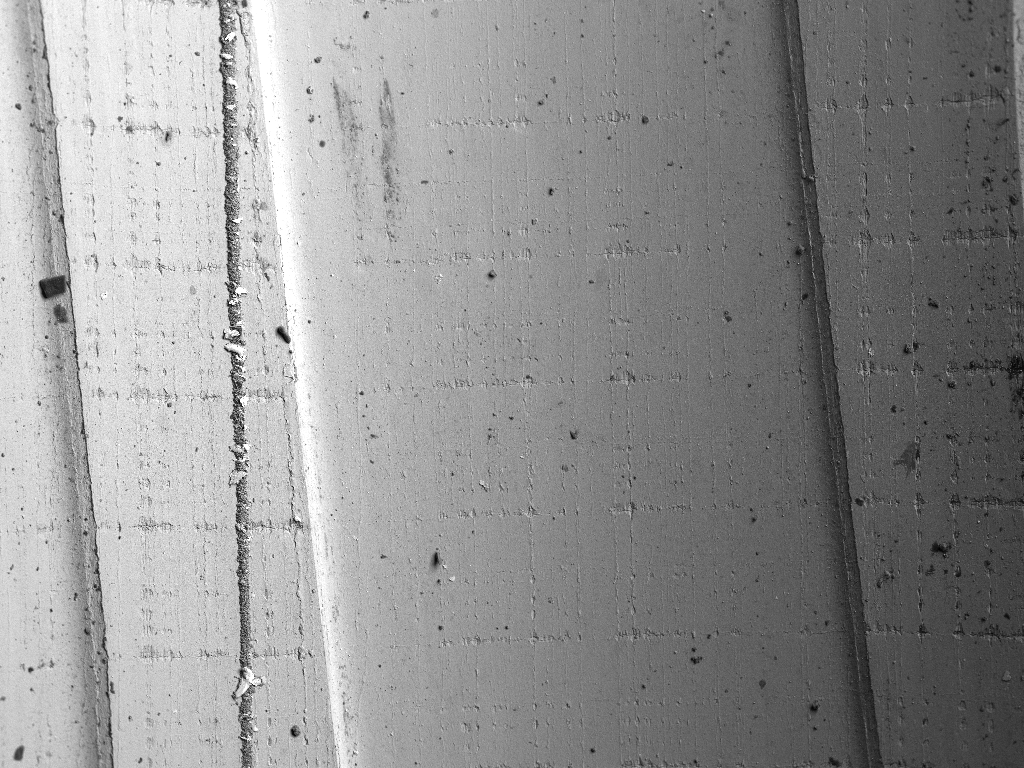
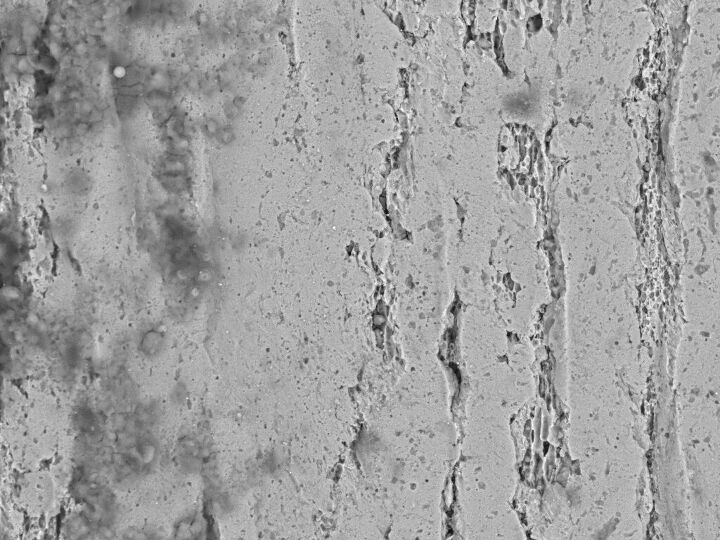
What is really interesting are these small horizontal lines in the rifling of the barrel. The following images were taken using backscatter electron detector where the contrast comes from the atomic weight of the material. So the brighter the pixel in the heavier the element in atomic weight.
Here is another image with less magnification. You can see how repetitive those lines are. They are only 0.5mm apart. The large section running diagonally is a groove in the rifling and you can see the lands on either side.
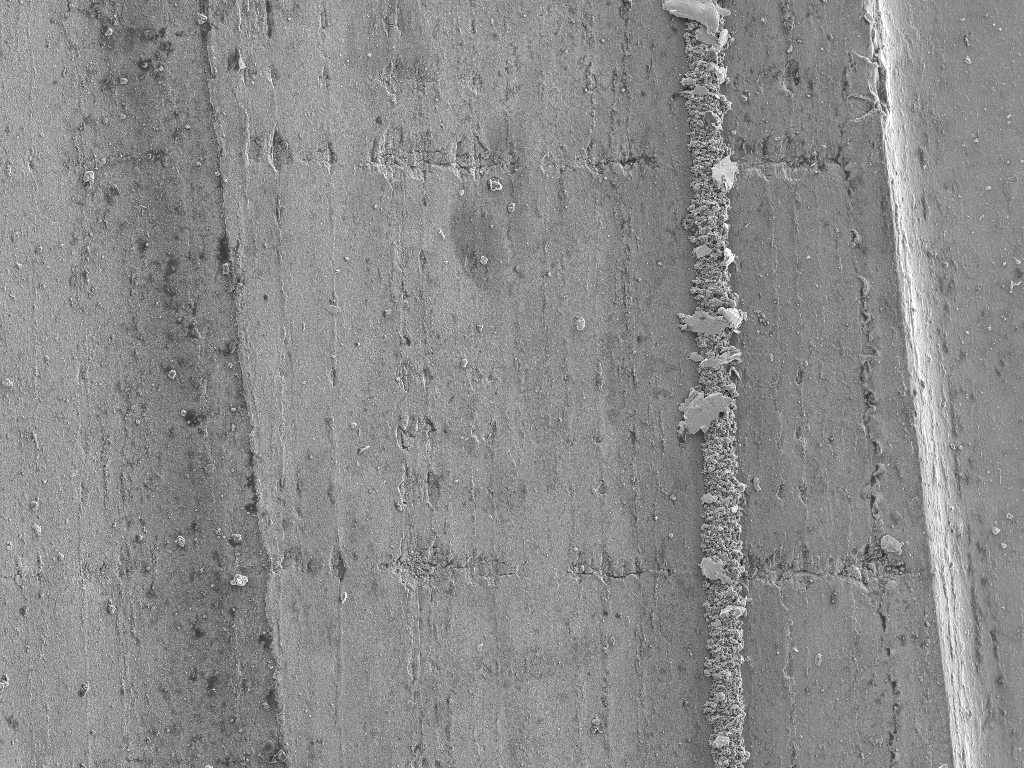
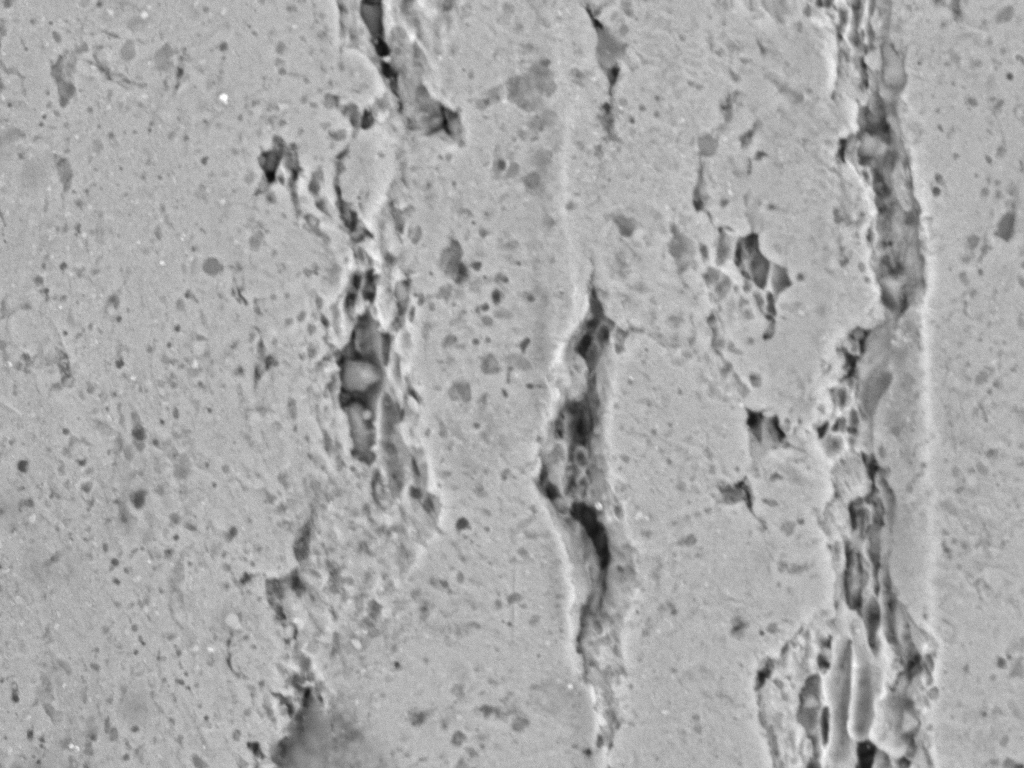
In the photo above you can see what looks like a thick line of debris. Below is a close up image of that debris. I am not sure how this line of debris can form perfectly inline with the barrel.

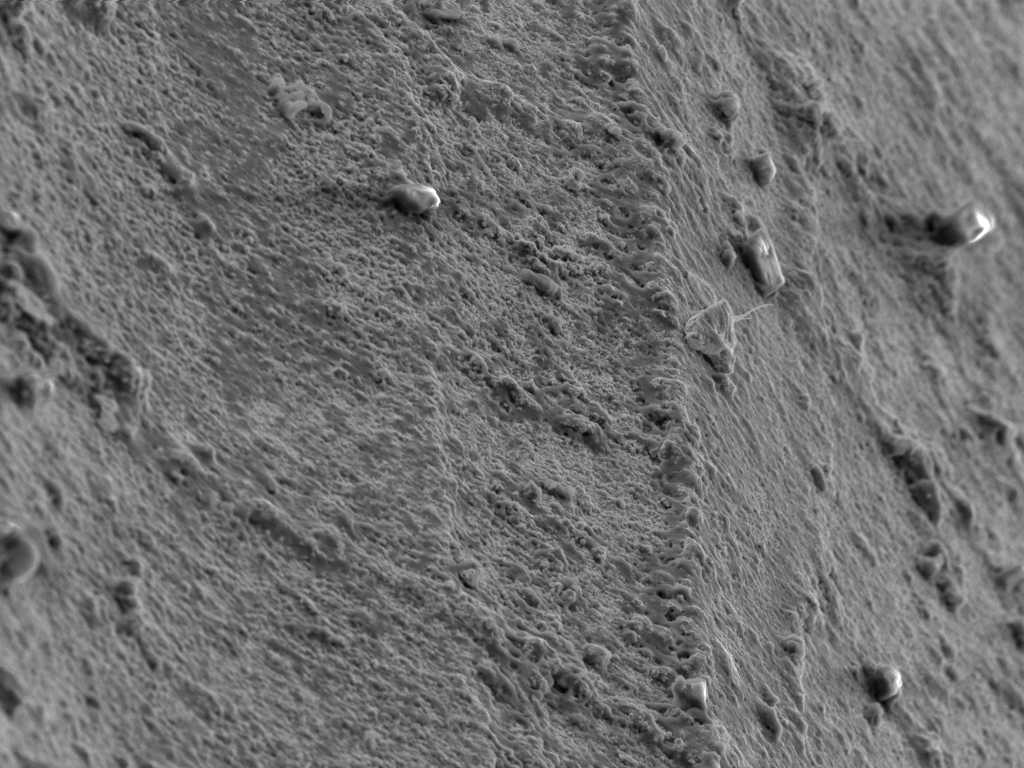
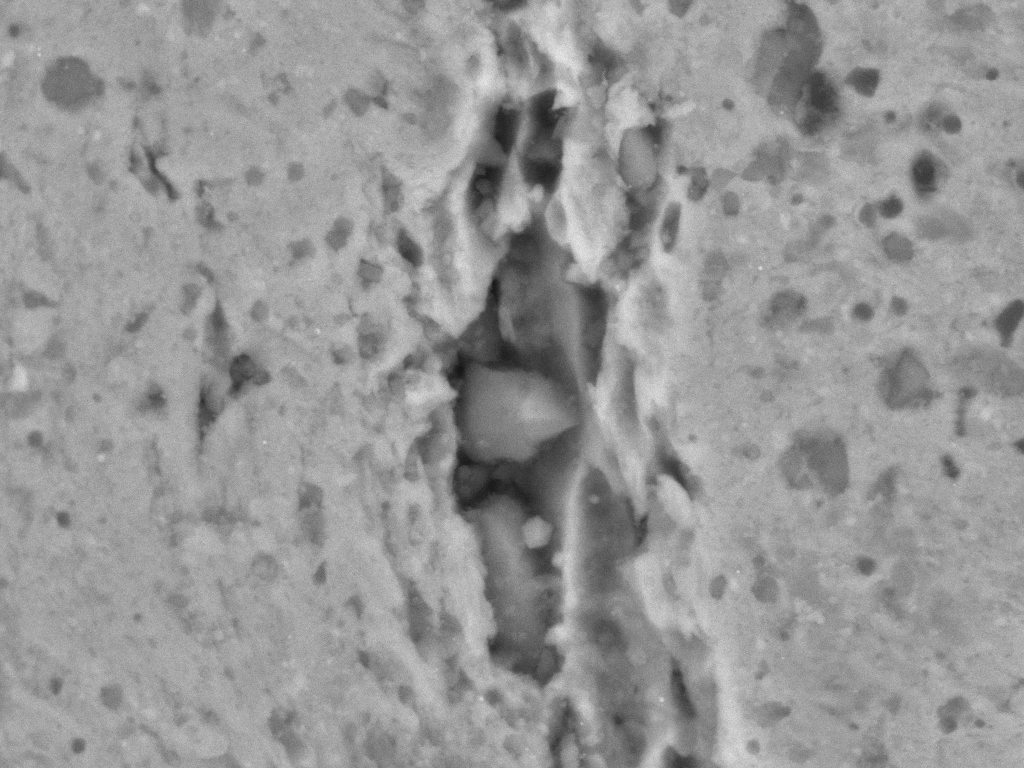
In another section of the barrel there are these cavities that formed in the metal.
That nodule inside the crevice is typically an inclusion in the metal. My wife’s coworker was more interested in the darker gray mottling that is all around the crevice. Typically you would see some dark spots but not this prevalent, according to my wife’s coworker.
One problem is that this sample is very dirty. It has been contaminated with oil and too many people handling it with their bare hands. They probably should have cleaned the sample first before sending it. It is a compromise but if you want good analysis of the material, it needs to be clean.