Your Privacy Choices
Your Privacy Choices

One criteria for choosing a quality Bolt Carrier Group (BCG), barrel or other ferrous metal firearm part is the passing of a Magetic Particle Inspection test. Commonly known as MPI, the process is non-destructive, meaning that the test itself does not have any detrimental effects on the part in question, so it can be applied to a lot, sample size or an entire batch of a company’s product.
A destructive test, on the other hand, would require a randomly selected sample of products that are tested to a certain level of failure and then discarded.
Since an MPI marking or certification is a highly sought after quality control check for would-be consumers, it is important to have a better understanding of what the test entails and what manufacturers observe for both passing and failing parts.
As mentioned above, magnetic particle inspections can only be performed on iron-based alloys: a magnetic field is applied to the piece being tested. So don’t expect to see an MPI marked billet aluminum upper or hand guard.
Magnetic particle Inspection (MPI) is a non-destructive testing (NDT) process for detecting surface and slightly subsurface discontinuities in ferromagnetic materials such as iron, nickel, cobalt, and some of their alloys. The process puts a magnetic field into the part. The piece can be magnetized by direct or indirect magnetization. Direct magnetization occurs when the electric current is passed through the test object and a magnetic field is formed in the material. Indirect magnetization occurs when no electric current is passed through the test object, but a magnetic field is applied from an outside source.
A magnetic field passing through an unadulterated piece of steel. Note the parallel flux lines of the magnetic field.

MPI @ TFB Credit: MaterialScience2000
A damaged or adulterated piece of steel alloy. Notice how the magnetic field is disrupted and no longer parallel.
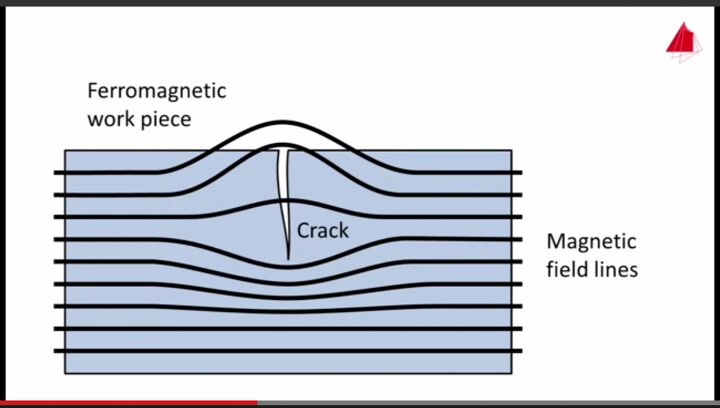
Credit: MaterialScience2000
Ferrous particles are added to the surface of the part and will gather within the inconsistencies of the magnetic field. The particles can be in either dry or wet form and illuminated for easier observation. Any inconsistencies (damage) would mean a failed MPI test and the part would be discarded
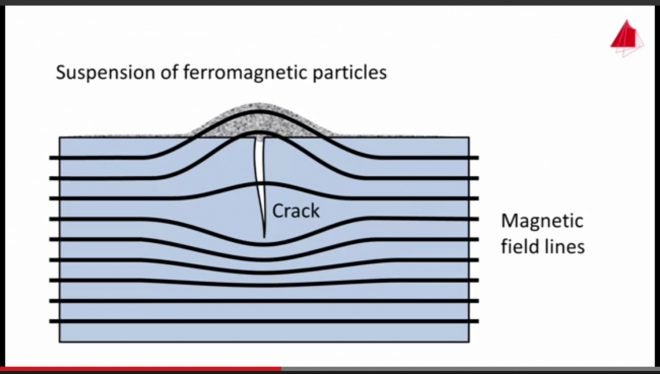
Credit: MaterialScience2000
Magnetic Particle Testing has its limitations, but it is a cost effective, time saving and non-destructive test that can spot otherwise hidden flaws within steel-alloy firearms parts. And that’s the MPI edition of ‘The More You Know’.